




 LINEで送る
LINEで送るこんにちは。
長野県・高遠で酒蔵を営む 株式会社 仙醸(せんじょう)と申します。
お読み頂きありがとうございます。
この度、私たちは、新たに導入した設備を使い、現代ではほぼ流通していない「レア酵母」での日本酒造りに挑戦し、皆様に「夏の新酒」6種をお届けしたいと思っています!
とは言っても、
「レア酵母とは何ぞや?」
「新しい設備って?」
「夏に仕込む日本酒って…美味しいの?」
など疑問も湧くかと思います。
私たちがなぜこのような挑戦をするのか、
また、この挑戦をする前段階で乗り越えなければならない課題があった事など
「仙醸とSENJO CRAFT LAB」に関する背景も交えて、お話しさせて頂きます。

「酵母」とは、食材を発酵させる働きをもつ微生物のことで、お米から日本酒を作るのには欠かせない存在です。同じお米や水を使っても、酵母が違えば、日本酒の味や香りが変わります。
さて、私たち醸造メーカーが日本酒に使用する酵母のほとんどは、
日本醸造協会が管理する「きょうかい酵母」であることをご存知でしょうか?

きょうかい酵母のほとんどは、元々は日本各地の酒蔵から分離された酵母を、日本醸造協会が純粋培養したもの。
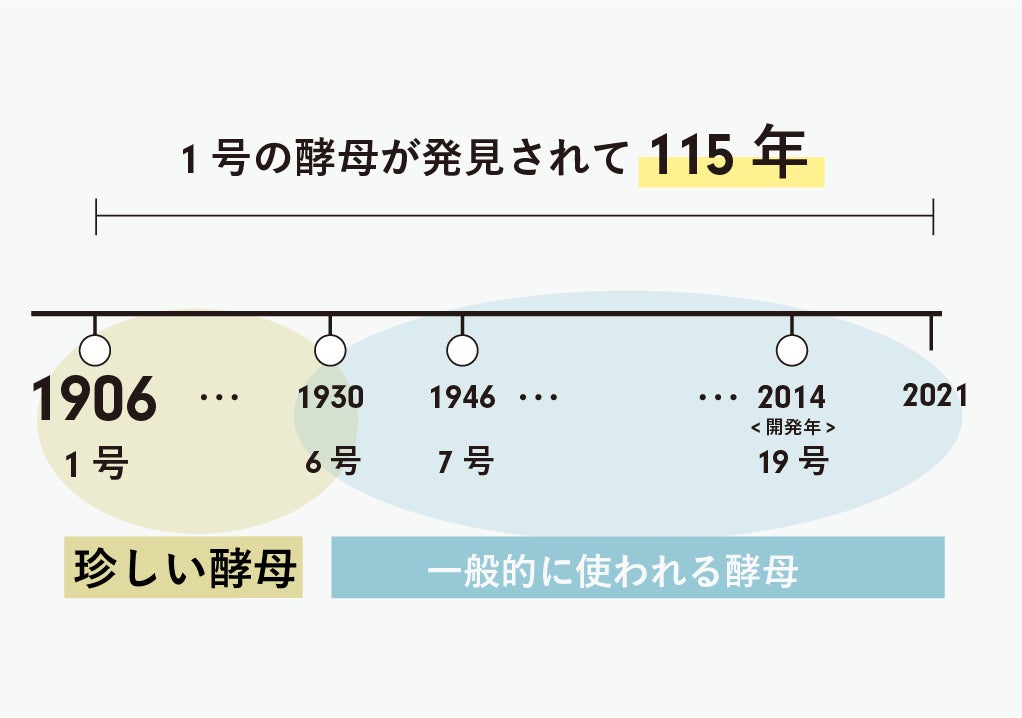
分離された順に1号から番号が振られ、現在は19号まであります。
それぞれの時代のニーズに合ったお酒を醸す酵母が、きょうかい酵母となってきました。
私たち醸造メーカーは通常、これら1~19号(各号が改良されたものも含めると約30種類)の酵母から選定して仕入れ、醸造します。

しかし実は昨今、業界で一般的に使われている酵母は7~19号。
仙醸が通常使っているのも7号以降の酵母です。
1〜6号の酵母で醸したお酒は、
各酵母の出身蔵がそれぞれ売り出すことはあるものの、近頃ではなかなか出会えなくなりました。
というのも、
1号の酵母が発見されたのは、110年以上前の1906年(明治39年)。
6号でさえも、出自は1930年(昭和5年)。
その後、時代の移り変わりと共に食生活や好まれる味わいが変化・多様化し、求められる日本酒・使われる酵母も変わっていく中で、1~6号の酵母は、いつの間にか「珍しい酵母」になったのです。
これら6種類の酵母を使った日本酒を飲んだ事がある人は、今では少ないのではないでしょうか?
また作り手としても、ほとんど扱った事のない酵母たちです。
6号酵母を使用する酒蔵がここ最近で再び増えつつあるものの、
1~6号の6種類すべてで醸している酒蔵はほとんどありません。
一体、この6種類の酵母で醸したら、どんな味や香りのお酒が出来るのか…。
私たちだけでなく、お酒好きの方なら、好奇心をくすぐられることでしょう。
こうしたことから私たちは、これらの酵母を
 と呼ぶことにし、
と呼ぶことにし、
6種類すべての味わいをリバイバルさせ、
皆様と共に飲み比べて楽しみたい!と考えました。
(6種類の酵母の特徴については、後半でご紹介します!)


しかし、レア酵母6種の飲み比べを実現するには、実はこれまで高いハードルがありました。
それは、日本酒の仕込みの規模。
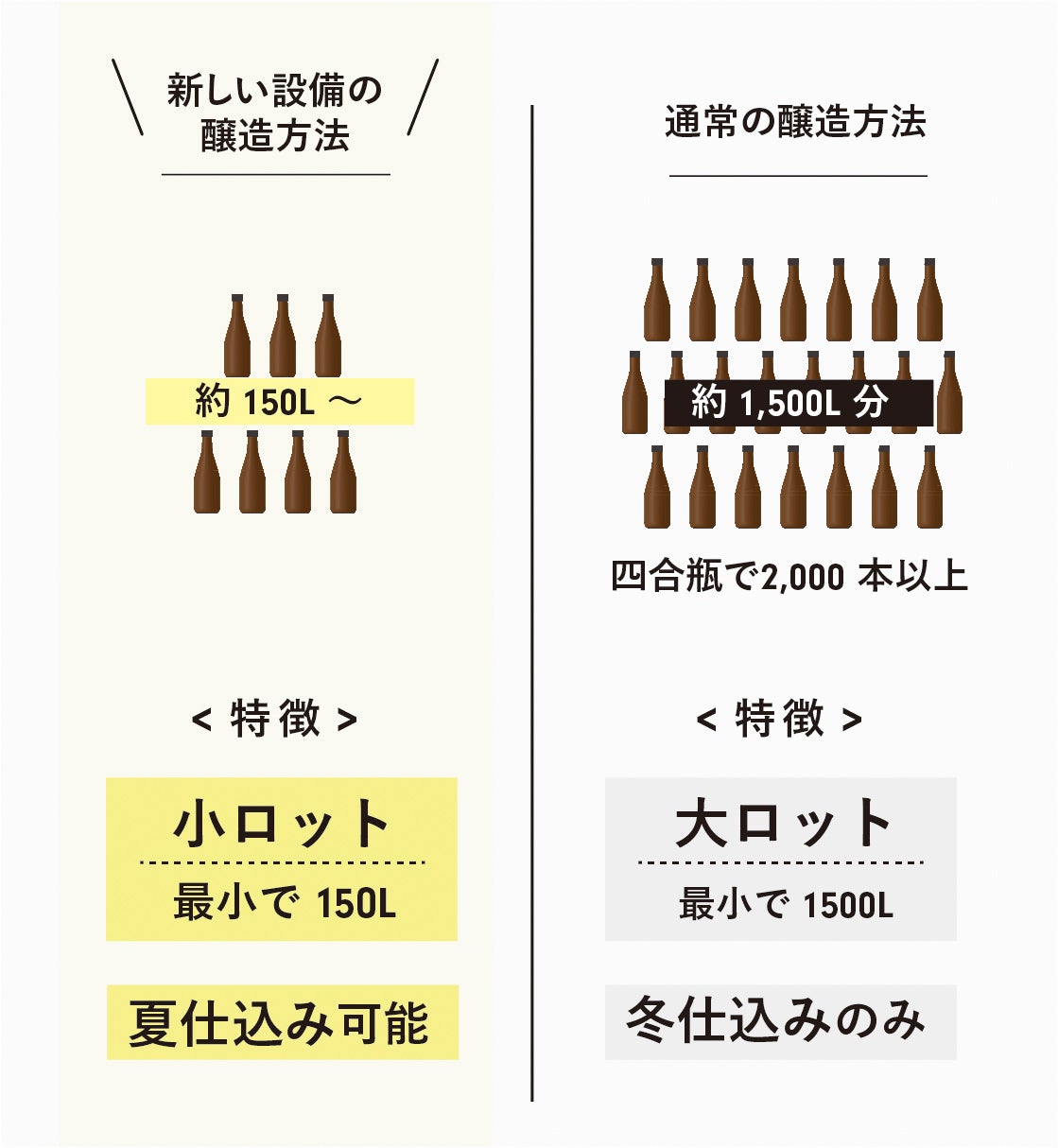
一般的な酒造りでは、一度に最小でも1500Lのお酒を仕込みます。
(四合瓶で2,000本以上分に相当!)
この規模のままレア酵母で醸すとなると、2つのリスクを生じさせます。
1つは、醸造段階でのリスク。レア酵母での醸造は、段取りや温度管理などの面で、普段の酵母とは勝手が違う可能性も考えられます。すると通常の規模で仕込んだ場合、もし失敗してしまうと痛手も大きくなるため、試行錯誤しようにもなかなかできませんでした。
 通常は大きなタンクを使った、大規模仕込みです
通常は大きなタンクを使った、大規模仕込みです
もう1つは、販売段階でのリスク。時代の移り変わりとともにマイナーとなった酵母で醸すお酒は、必ずしも、現代の人たちから「おいしい!」と評価されるとは限らず、大量に仕込んだお酒が売れずに、持て余す可能性もあります。
こうしたことから、レア酵母で醸すといった「未知数な」取組みは、酒蔵にとって「挑戦したくてもできない」ことだったと言えます。
そんな中、私たち仙醸は今年、新しい設備を導入しました。
小ロットで日本酒を作れる設備です。
最小の仕込み単位は、150L。これまでの10分の1程度です。
 この設備を導入している酒蔵は稀です
この設備を導入している酒蔵は稀です
これなら、以前の懸念点を払拭し、
「おもしろそう!」と思う取組みにチャレンジできます!
しかも小さな設備であれば、お酒造りの工程のほとんどを冷蔵庫の中で行うことができます。
すると庫内は酵母にとって快適な温度に保てるので、季節に関係なく、つまり夏でも、新酒を搾ることができるのです!これは、「夏には高品質な日本酒は造れない」とされてきたこれまでの業界の常識からすると、画期的な変化です。

私たち仙醸は、この新しい小さな設備を活かして、この夏、レア酵母6種で醸す日本酒の飲み比べを実現することにしました!そして、日本酒造りに新しい風を吹かせるこのワクワク感を一人でも多くの方と共有するため、クラウドファンディングに挑戦します!
いよいよ!
\お待たせしました/

では、今回のプロジェクトの主役であるレア酵母についてお伝えします!
と言っても、先程申し上げたように、私たちも扱った事のないレア酵母。
一時代を築きながらも幻となりつつあるそれらが醸し出すお酒はどんな味わいなのか…
現時点では、「全くの未知数」!出来てみないとわからない、というのが正直なところです。
そこでひとまず、それぞれの酵母について、今の時点でわかっている特徴をお伝えしたいと思います。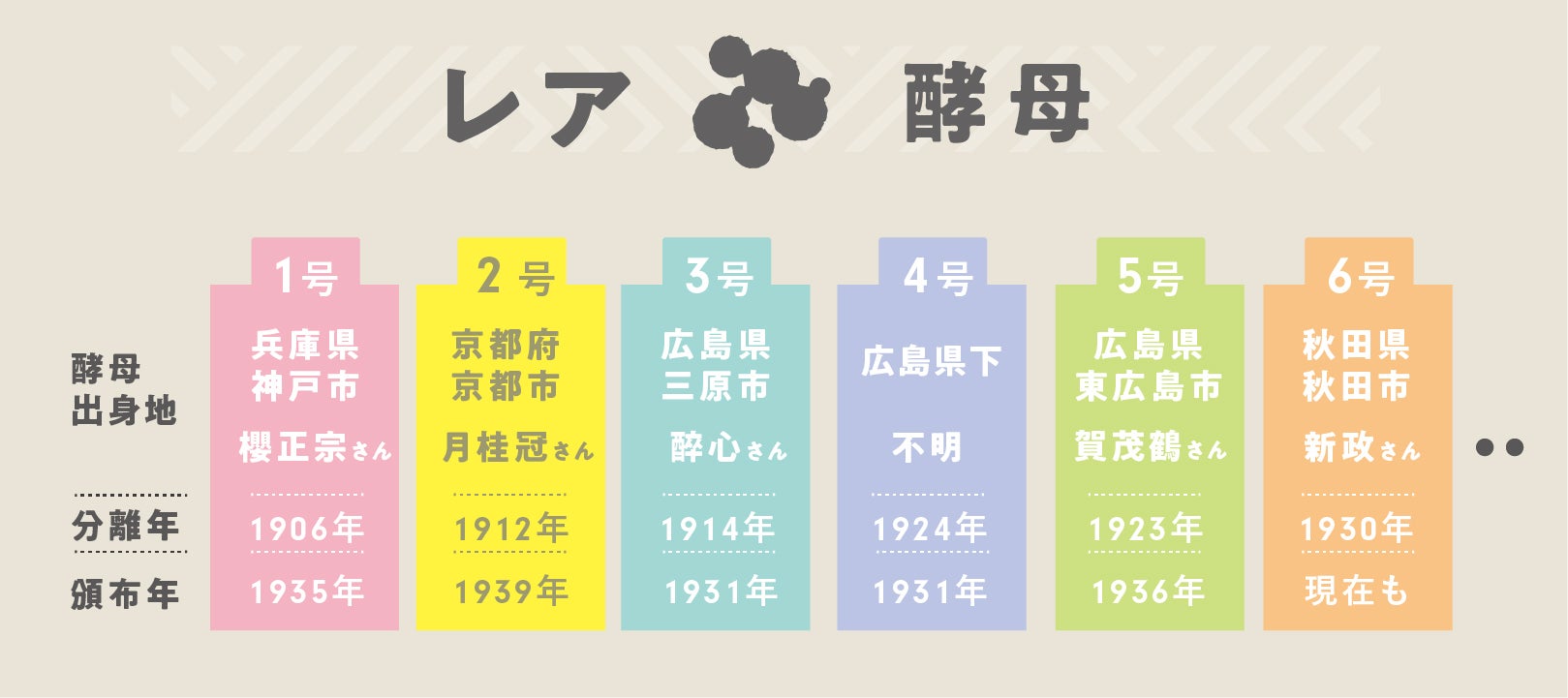

出身地:兵庫県神戸市(灘) 櫻正宗さん
分離年:1906年(明治39年)…夏目漱石『坊ちゃん』が発表された年
頒布期間:1935年(昭和10年)まで
特徴:
当時にしては低温に属する摂氏20度で最適発酵し、濃醇な酒を醸した強健な酵母だった。
戦災で焼失したと考えられたが、2001年に奇跡的に再発見された。
 出身地:京都府京都市(伏見) 月桂冠さん
出身地:京都府京都市(伏見) 月桂冠さん
分離年:1912年(明治45年)…元号を明治から大正に改元した年
頒布期間:1939年(昭和14年)まで
特徴:
食い切りがよく濃醇な酒を醸した。真円形の細胞で、顕微鏡で見るだけで他の酵母と区別できる。発酵力が非常に弱く、スピードもゆっくり。“造り手泣かせ”な手のかかる酵母らしい。

出身地:広島県三原市 醉心さん
分離年:1914年(大正3年)…第一次世界大戦が勃発した年
頒布期間:1931年(昭和6年)頃まで
特徴:
酒質の優秀さで評価が高かったが、保存中に変性したとして使用されなくなっていた。
3号が醸し出す香りは現在一般的に使われる酵母のそれとは異なるらしい。

出身地:広島県下の酒造場(詳細不明)
分離年:1924年(大正13年)…宮沢賢治『春と修羅』が出版された年
頒布期間:1931年(昭和6年)頃まで
特徴:
香気がよく、醪の経過の良好さで評価が高かった。3号同様、変性により使用されなくなっていた。

出身地:広島県東広島市 賀茂鶴さん
分離年:1923年(大正12年)頃…関東大震災が起きた年
頒布期間:1936年(昭和11年)まで
特徴:
長楕円形の細胞が多く、他の酵母との区別が比較的容易。今でいう「吟醸香」で評価が高かった。

出身地:秋田県秋田市 新政さん
分離年:1930年(昭和5年)…昭和農業恐慌が起きた年
頒布期間:現在も頒布中
特徴:
10~12℃の低温下でも強い発酵力を維持する酵母。80年以上も安定して優秀な性質を維持している。この酵母の頒布により、北陸、東北、信州などが酒どころとして名乗りを上げられるようになった。
遺伝子解析によると、6号は1~5号とは遺伝的な関係性が薄い一方、突然変異によって7号以降すべての酵母を生み出した「親」であることがわかった。

はてさて、それぞれのお酒は
まろやかなのか、それともキリリと締まるような味なのか…
冷が良いのか?燗が合うのか?
今回は、実際に醸造した杜氏のコメントをまとめた「レア酵母・醸造レポート」を、すべてのリターン品に添付させて頂きます。
出来たお酒を皆さまと一緒に味わって、感想を共有するのが今から楽しみです。

 <プロジェクト担当>左から順に 杉本、黒河内代表取締役、柳平杜氏、大槻
<プロジェクト担当>左から順に 杉本、黒河内代表取締役、柳平杜氏、大槻
申し遅れましたが、この挑戦を行う私たちの自己紹介をさせて頂きます。
私たちは『黒松 仙醸』をはじめ、
『どぶろく』『生あまざけ』などを展開する株式会社 仙醸です。

慶応2年に創業して以来、155年に渡り
水の美味しさで知られる南信州にて愚直に酒造りを営んできた酒蔵です。


日本酒離れが進む昨今。
このままでは、いずれ会社が存続できなくなるかもしれない。
もっと言えば、酒造業界全体が衰退してしまうかもしれない。
そうなる前に、もっとお客様が「ワクワクすること」を提供できないだろうか…。
そんな思いから、仙醸はこれまでも、様々なチャレンジをしてきました。
清酒だけにとらわれず、どぶろくやあまざけを発売してきたのも、
「発酵の面白さ」を皆さんに知っていただくための一つの術でした。

 プロダクトコンセプトイメージ
プロダクトコンセプトイメージ
今回の小型設備を活かした酒造りも、同じ思いから始まったもの。
奇しくもコロナ禍により、酒造業界はこれまで以上に苦境に立たされています。仙醸も例外ではありません。感染拡大防止が最優先であることはわかっていても、お酒が悪者のように扱われるのを聞くたび、やるせない気持ちになります。
こんな時だからこそ、酒造業界を明るくする新たな風を吹き込みたい。クラフトビールのような、多様で個性的な「クラフト酒」ができたら、きっと楽しい。
私たちはこの取組みを「SENJO CRAFT LAB」と名付けました。
その第1弾が、「レア酵母6種で醸すお酒の飲み比べ」をお届けする、今回のプロジェクトなのです。

SENJO CRAFT LABでは、
本プロジェクトを皮切りに今後も、“発酵の面白さ”を皆様と体験し共有できるような様々なプロジェクトを実施し、仙醸の商品開発等にも活かしていきたいと考えています。
そのために「SENJO CRAFT LAB メンバー」を募り、皆様の率直なご意見・ご感想をお聞かせ願いたく存じます。
今回、ご支援いただいた方々には、SENJO CRAFT LAB のプラットフォームである参加者様限定SNSをご案内致します。
リターン商品をご試飲いただいた後には、ぜひ味や酵母のご感想、商品へのご意見などをそちらでシェアしていただければ幸甚です。
長くなりましたが、最後までお読み頂き、誠にありがとうございます。
皆様と、酵母の違いなどを愉しく共有できれば嬉しく思います。
<募集方式について>
本プロジェクトはAll-in方式で実施します。
目標金額に満たない場合にも
計画を実行し、リターンをお届けします。
<食品表示>
・名称:清酒(純米吟醸酒)
・原材料名:米(国産)、米麹(国産米)
・内容量:720ml
<通信販売酒類小売業免許>
名義/番号:伊那法1 第4号
税務署名:長野県 伊那税務署
その他:全種類 小売販売
免許取得日 会社設立の1929年9月27日
株式会社仙醸
<特定商取引法に関する記載>
https://shop-senjo.jp/hpgen/HPB/shop/business.html
最新の活動報告
もっと見る
【レア酵母のお酒】一般販売の開始と支援者様限定販売の終了について
2022/04/08 11:57こちらの活動報告は支援者限定の公開です。【お待たせしました!】支援者様限定販売、開始します!
2021/12/24 14:45こちらの活動報告は支援者限定の公開です。【予告!!】支援者様限定 追加購入のご案内です
2021/12/18 12:18こちらの活動報告は支援者限定の公開です。





コメント
もっと見る