こんにちは、サクライです。
現在クラウドファンディングにて公開中の、co:doの半纏の内側両サイドのポケットには、青緑色をした陶器ボタンを使用しています。
今日はこの特徴的な陶器ボタンの生産背景について、皆様にお伝えさせていただきますので、是非お付き合いください。

松井窯 松代陶苑
長野県長野市松代町にある、松代焼の窯元・松井窯 松代陶苑さん。
私たちの縫製工場からも車で約10分程度の距離にあるこちらの工房さんは、復興当初から松代焼を支えてきた老舗の窯元さんです。
200年前と変わらない製法により、陶土には鉄分の多い地元の粘土などを使用し、灰・白土・銅など自然由来の成分に松代に湧き出ている温泉水を調合した釉薬を二重掛けすることで、素朴な造形・風合いと独特の『青流し』と呼ばれる青緑色の光沢を生み出しています。

地域を治めていた松代藩が国産奨励(諸藩が領内の産業を活性化する取り組み)により、資金投入と長い年月を費やし完成させた松代焼は、江戸時代後期より松代地域を中心に盛んに生産されていた陶器でした。
昔から庶民のための実用品としても親しまれてきた生活に密着した陶器であったものの、明治以降の鉄道の発達などによる交通インフラの向上により、他産地から安価な量産品が行き渡るようになってしまい、押しやられるような形で昭和初期に全ての窯元が廃業してしまったのです。
しかし1960年代頃から地元有志を中心とした調査研究、復興運動により、北信地域を代表する窯場として復活し、2014年には長野県指定の伝統的工芸品として認められるまでに至りました。
そんな波瀾万丈な松代焼ですが、現在も多くの人々に愛される生活用品であり、またその独特の色合いから海外からのファンも増えている陶器なのです。
土練り
さてさて、ようやく生産背景のご紹介です。
今回、松代陶苑さんに依頼させていただいた陶器ボタンも、当然その他の松代焼と同じ工程を経て製作いただいております。

まずは土練り。
土の固さのムラを無くすように均一にし、中の気泡を抜くように土練りを行います。
この工程を疎かにしてしまうと、焼き上げた際に作品にヒビが入ったり、空気の膨張により破裂してしまう原因となります。
成形
ここはボタン作り用に特別に考えていただいた工程です。
粘土の両端に二枚の同じ厚さの板を置き、棒によって均等に伸ばしていきます。

こうして厚みを均一にした土をボタンの形になるよう、一つひとつ円形に型抜きしていきます。

ボタンの穴の位置をピンセットで軽く跡をつけ、それから細い筒を使用して穴を貫通させます。
私たちの縫製工場が、スムースにボタン付けをできるような穴の大きさであり、焼き上がりの際に割れの心配がないように、バランスを考えながら手作業で行います。

こうしてボタンの基本的な形は出来上がりました。
しかし今のままでは、ボタンの表面は荒く、凹凸がある状態です。
このまま焼いてしまうと釉薬が綺麗に流れなかったり、半纏にボタンを取り付けた後に生地にひっかかってしまう可能性があります。
そこで適量の水を指に取り、ボタン表面をなめらかになめらかにしていきます。

また松代焼の特徴である『青流し』という釉薬の流れが綺麗に出るように、少しだけ形を湾曲させることで、釉薬の道を作ってあげています。

乾燥
通常の陶器では半月から3ヶ月、小さい陶器ボタンのサイズでは一週間程度、しっかりと乾燥させていきます。
この乾燥のための時間もしっかり取らないと、素焼きの際に割れやヒビの原因となってしまいます。
焦らず急かさず、季節によって基準を合わせながら、室(むろ)という乾燥させるための特別な部屋に入れて管理します。

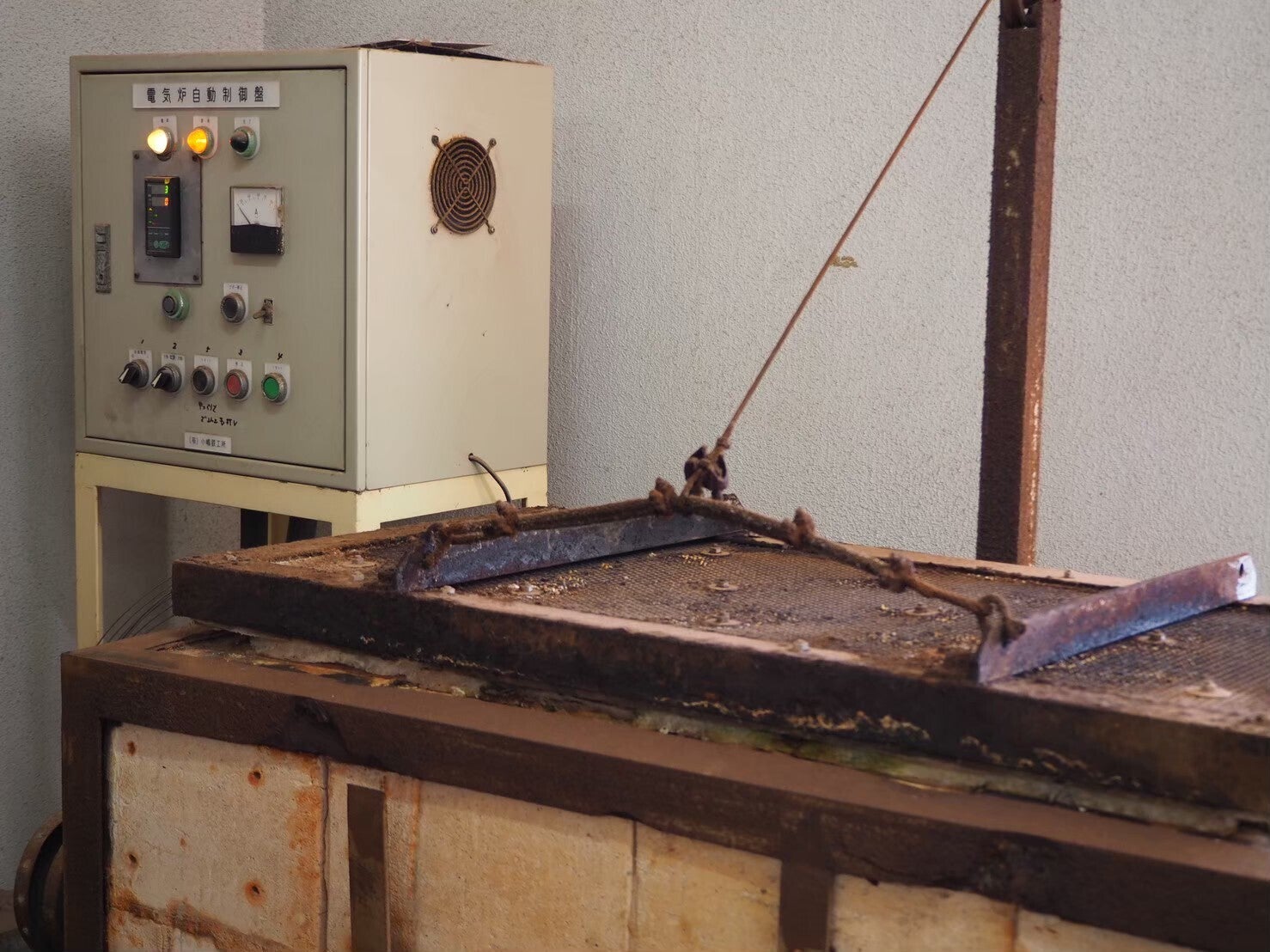
素焼き
こうしてしっかり乾燥させた陶器たちは、いよいよ素焼きの工程へと入っていきます。
800℃という温度で、約10時間ほどじっくり熱を入れていきます。

本焼きの前に焼き固めることで、乾燥させた後にも残る水分がしっかりと蒸発し、粘土に含まれる不純物が蒸発します。
それにより焼き締まり、釉薬を掛けた後の剥がれや破損を防ぎ、陶器自体の強度を確保することができます。
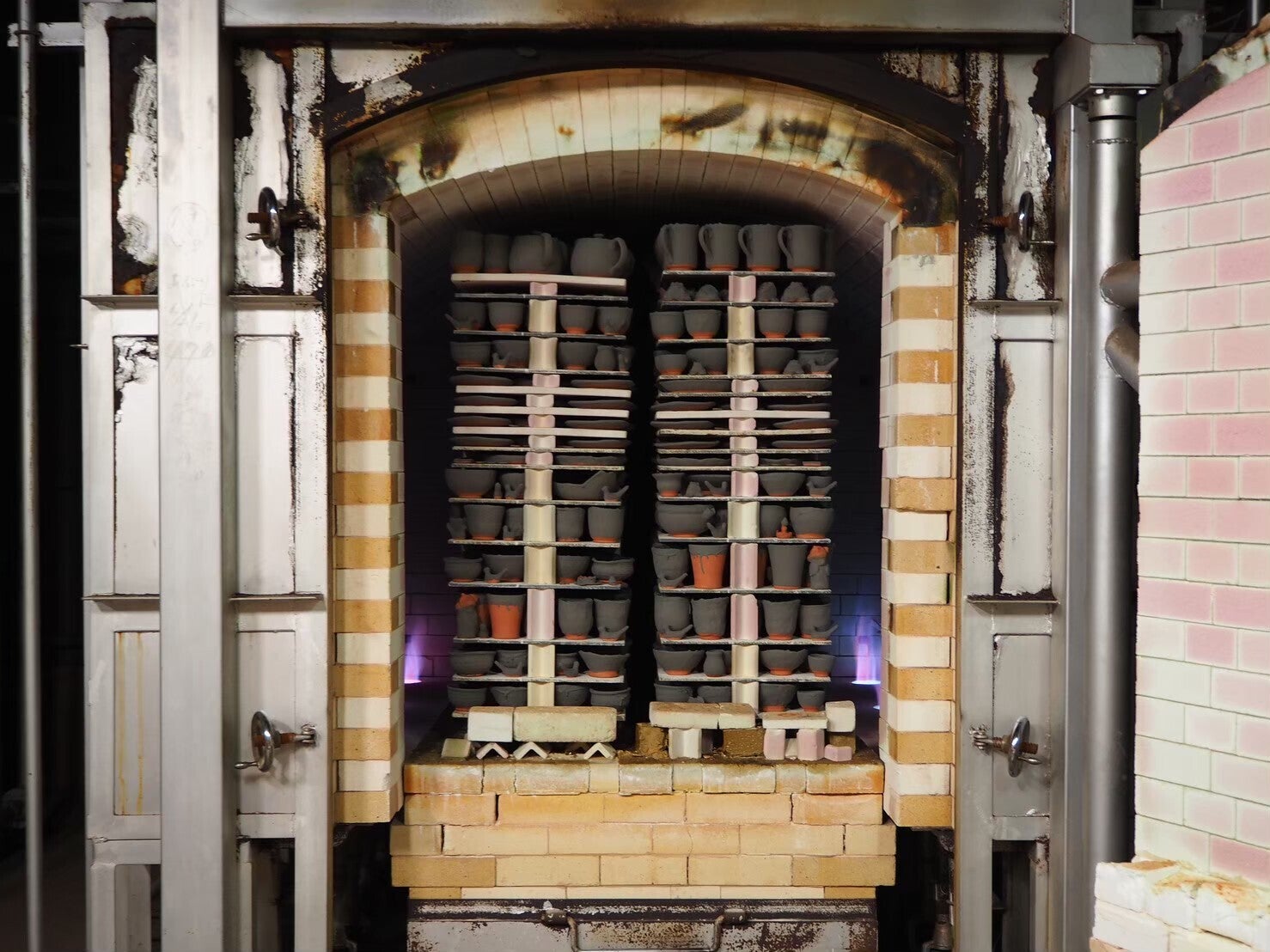
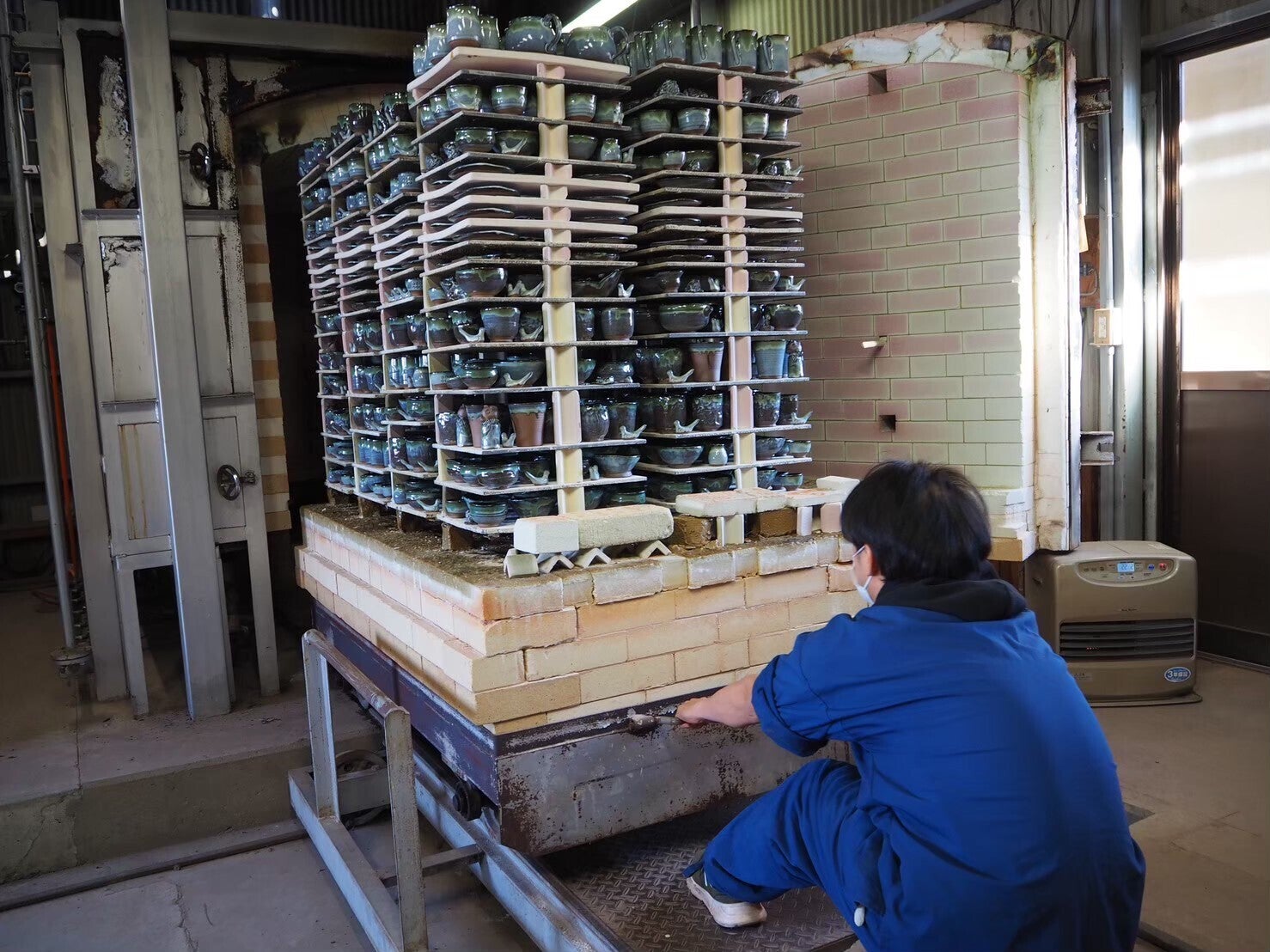
また写真のように他の作品と密集させて焼きを入れることで、お互いの熱が反射し合い全体に行き渡るようにしています。
釉掛け
ついに松代焼のメインイベントとも言える「釉掛け」です。
全ての工程が重要であることは当然ですが、『青流し』が作品の肝とされている松代焼にとって、完成した陶器の見栄えの面において、「釉掛け」は最も大事なポイントになります。
まずは本焼きの最中に釉薬が面や他の作品に張り付いてしまうのを防ぐため、台座部分に撥水剤を丁寧に塗っていきます。
器やお皿の高台部分やボタンでは裏側の部分が塗布する箇所になります。

そしてここからは時間との勝負になります。
灰釉を掛けた後、固化してしまう前に、銅釉掛けと連続して二種類の釉薬を掛けていかなければいけません。

灰釉を掛けた後に、間髪入れずに銅釉を掛けます。
この二重掛けにより、松代焼の特徴である『青流し』が生まれます。

陶器ボタンはとても小さなサイズなため、筆を使って丁寧に作業を進める必要があります。
この一手間のおかげで、このサイズでお皿と同じようにしっかりと『青流し』の特徴が見て取れるようになるのです。

そして開けた穴が釉薬で完全に塞がってしまう前に、楊枝を使って埋まってしまった穴を開け直します。
こうして一つひとつ手間隙を掛けて、ようやく最終段階の本焼きを迎えます。

本焼き
1200℃以上で行う本焼き期間中には、焼きムラが出ないように泊まり込みで職人さんが火の番をします。
火が極力一定となるように、そして窯の中の温度にムラが出ないように見守ります。

本焼きも素焼きと同じように、お互いの反射熱を期待して、みっしりと敷き詰めて一緒に焼き上げていきます。
しかし釉薬が掛けられている状態なので、お互いがくっつかないように若干のスペースを作ってあげる必要があります。

このように松代陶苑さんの他の作品たちと共に、本焼き窯へと送られていきます。
今から2晩3日の間、陶器ボタンもこの中でじっくりと焼き上げられるのです。
焼き上げた後には自然に熱を冷ます必要があるため、3日間放置してから窯出しをします。
火が消えた後すぐに扉を開けてしまうと、その温度差によって作品が割れてしまうのです。

窯出し
作品を取り出すために、しっかりと熱を冷ました窯の扉を開きます。
茶碗やお皿、箸置きや湯呑みなど、遠目にもはっきりと『青流し』を感じられる作品たちが窯の中から取り出されていきます。

もちろん陶器ボタンもこの通り、こんなにも小さなサイズであっても松代焼であることが分かる作品に仕上がりました。
一つひとつの形はもちろん、色味も違うオリジナルの陶器ボタン。
是非愛着を持ってお付き合いいただけると嬉しいです。
 左が成形後に一週間程度乾燥させたもの、中央が800℃で10時間素焼きしたもの、 右が釉掛けされ1200℃以上で3日間本焼きされたもの。
左が成形後に一週間程度乾燥させたもの、中央が800℃で10時間素焼きしたもの、 右が釉掛けされ1200℃以上で3日間本焼きされたもの。
松井窯 松代陶苑
https://matsushiro-touen.com/
--------------------------------------------------------
【お問い合わせ窓口】
フレックスジャパン株式会社 co:doプロジェクトチーム 櫻井 太河
電話番号:080-5147-1617
メールアドレス:taigay@flexjapan.co.jp
ホームページ:https://c-o-d-o.jp
Instagram:https://www.instagram.com/codo.jp/