

目次 Contents
・プロジェクトについて
・ヴィンテージ日本酒の2ブランドご紹介
・私たちの情熱とこだわり
・美味しいお召上がり方
・リターン品の出荷について
・資金の使い道
・最後に
プロジェクトについて
新しい日本酒の世界へ挑戦
私たちのプロジェクトは、日本酒のヴィンテージ(熟成酒)をスタンダードとして広め、多くの皆様に新しい日本酒の楽しみ方を知っていただくことを目的としています。一般的に日本酒は、新鮮さやフレッシュな味わいが魅力とされていますが、私たちが提案するヴィンテージ日本酒(熟成酒)は、年月をかけて熟成されることで、酸味や渋みがまろやかになり、驚くほど飲みやすくなります。
ワインと同様に、熟成年ごとの味わいの違いを楽しむことができ、熟成が進むほどに味に深みと丸みが加わり、その美味しさも格別なものとなります。和食はもちろん、洋食や様々な料理にぴったり寄り添うヴィンテージ日本酒を、皆様の食卓にお届けしたい。そして、その一杯一杯が、味の変化を楽しむだけでなく、食卓を華やかに彩り、そこに集う人々に笑顔と幸せをもたらすものになると信じています。私たちの夢は、皆様とともに、日本酒の新しい時代を創り出すこと。
このヴィンテージ日本酒の魅力を、より多くの方に広めていくために、どうかご支援をお願いします。共に、新しい日本酒の未来を切り開きましょう。


ヴィンテージ日本酒の2ブランド紹介
01. SAKAEMASU ( 榮万寿 )

SAKAEMASU(榮万寿)の歴史は、新潟から始まります。初代は、美味しい水を求め、新潟発祥の酒造好適米「五百万石」と共に群馬県館林市にたどり着きました。諸事情により一時休蔵しましたが、六代目の手で2010年に蔵を全面改装し、ヴィンテージ日本酒「SAKAEMASU 55」と「SAKAEMASU 50」として新たに生まれ変わりました。
プロダクトの特徴
単一年に収穫された五百万石のみを使用した全量純米造りで、長期低温発酵によってじっくりと仕上げた無濾過原酒です。600kg以下の少量仕込みだからこそ生まれるフルーティーな香りと奥深い味わい、そして繊細で滑らかな口当たりを実現しました。また、商品展開は精米歩合を表す「55」、「50」、「40」の3つに分かれており、精米歩合と熟成年月による味の違いを楽しむことができます。
長期低温発酵…発酵日数最長34日間
無濾過原酒(加熱処理をしないで貯蔵し、 ボトリング時1回のみ加熱処理したお酒)と、 醸造に対してこだわり抜いたお酒になります。
デザインコンセプト
 6つのドットは、歴代の蔵元と6代目当主を象徴しています。ドットのグラデーションは、歴代からの進化の過程を表し、赤色は絶え間ない「情熱」の炎を表現。
6つのドットは、歴代の蔵元と6代目当主を象徴しています。ドットのグラデーションは、歴代からの進化の過程を表し、赤色は絶え間ない「情熱」の炎を表現。
 「榮」と「升」で構成されたこのマークは、升に隙間を開けることで、型にはまらない進化と創造のスピリットを表現しています。また、人々が手を取り合い、共に繁栄し幸せになることを願ったシンボルです。
「榮」と「升」で構成されたこのマークは、升に隙間を開けることで、型にはまらない進化と創造のスピリットを表現しています。また、人々が手を取り合い、共に繁栄し幸せになることを願ったシンボルです。
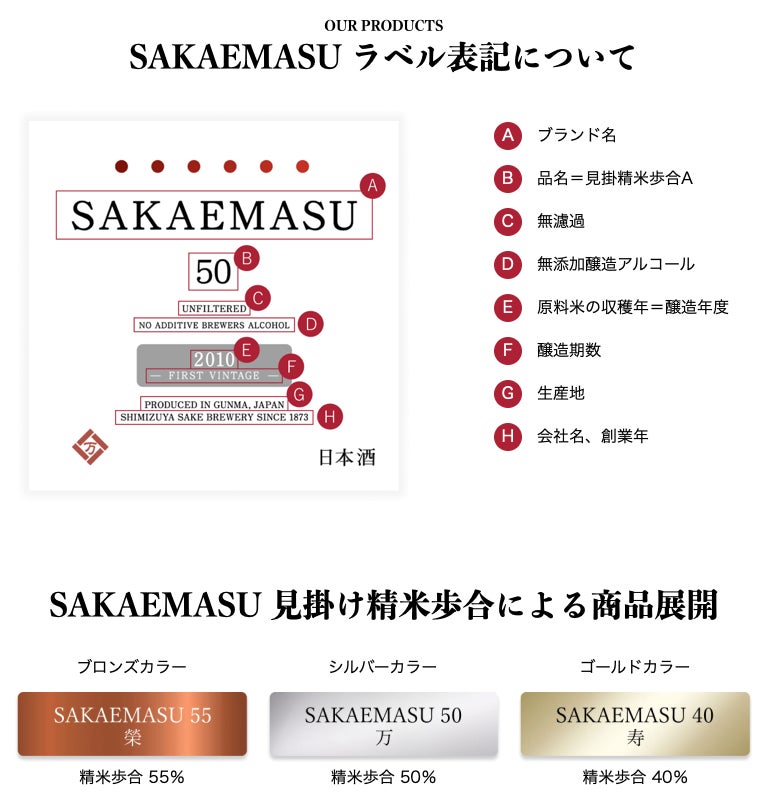
精米歩合による日本酒の味わいの変化
精米歩合とは、精米後に残る米の割合をパーセントで示したものです。精米歩合が低くなるほど、日本酒特有の吟醸香「華やかな香り」が際立ち、一般的には雑味のないクリアな味わいになります。清水屋酒造では、より香り高く雑味を抑えるために、精米歩合55%以下の低精米歩合から日本酒を製造しています。
02. KIYOMIZU ( 清水 )

プロダクトの特徴
群馬県産業技術センター、群馬県酒造組合、群馬県農業技術センターの三者が共同開発した酒造好適米「舞風」を使用した全量純米造りの日本酒です。厳選された素材と群馬の美味しい水を最大限に活かし、長期低温発酵でじっくりと仕上げた無濾過原酒となっています。600kg以下の少量仕込みならではの華やかな香りと奥深い味わい、さらに繊細で滑らかな口当たりを実現しました。
長期低温発酵…発酵日数最長34日間
無濾過原酒(加熱処理をしないで貯蔵し、 ボトリング時1回のみ加熱処理したお酒)と、 醸造に対して こだわり抜いたお酒になります。
デザインコンセプト
 豊かな自然が生み出す清らかで美しい水と、厳選された群馬県産の米「舞風」が、清水屋酒造の六代にわたる技術と融合して「KIYOMIZU」が誕生しました。英字の「O」は滴を表しており、一滴一滴までこだわり抜く姿勢を象徴しています。
豊かな自然が生み出す清らかで美しい水と、厳選された群馬県産の米「舞風」が、清水屋酒造の六代にわたる技術と融合して「KIYOMIZU」が誕生しました。英字の「O」は滴を表しており、一滴一滴までこだわり抜く姿勢を象徴しています。
 ブランド名の由来は、社名である清水屋酒造の一部「清水」に由来しています。澄んだ水の清らかさを目指した酒質を表現するため、「きよみず」と読みます。また、日本のお酒であることを重んじて、和名の訓読みで名付けられました。
ブランド名の由来は、社名である清水屋酒造の一部「清水」に由来しています。澄んだ水の清らかさを目指した酒質を表現するため、「きよみず」と読みます。また、日本のお酒であることを重んじて、和名の訓読みで名付けられました。


私たちの情熱とこだわり
ワインボトル(ブルゴーニュ型ボトル)に込めた想い
熟成による品質の向上と日本酒のヴィンテージ(熟成酒)のスタンダード化を目指し、熟成のイメージが定着しているワインボトルを使用しています。また、長期熟成でも高品質を維持するために、密閉性の高い3.5cm以上のコルクで打栓し、ボトルエイジングを行っています。
全量600kg以下の少量仕込み
現在、全国的にはタンクあたり総米1,500〜2,000kgの仕込みが主流となっています。しかし、私たちはあえて総米600kg以下にこだわり、少量仕込みを行っています。この少量仕込みを採用することで、細やかな品質管理が可能になり、徹底した品温管理のもと、フルーティーな香りが広がり、繊細で滑らかな口当たりのお酒を造ることができます。この600kg以下の仕込み方法は、通常、品評会に出品される特別な酒や大吟醸に多く用いられるものですが、私たちはクラスに関係なく、全てのお酒にこの手法を採用しています。このこだわりこそが、弊社の酒が一貫して高品質である理由です。お客様一人ひとりに、最高の一杯をお届けするために、これからも情熱を持って酒造りに取り組んでまいります。
限定吸水法へのこだわり
「限定吸水法」とは、洗米後の白米を水に浸す時間を厳密に管理し、吸水率を調整する技術です。この吸水率の調整によって、蒸し上がった米の硬さが変わり、酒の味わいや質に大きな影響を与えるため、非常に繊細で慎重な作業となります。私たちは、この大切な工程をさらに徹底するため、白米を約10kgずつに小分けし、一つひとつ丁寧に洗米・浸漬を行っています。浸漬の時間は、お米の入荷時の状態や、水温・湿度といったその日の環境に合わせ、過去のデータを基に数秒単位で調整しています。このような細やかな調整が、私たちの酒の品質を支え、毎回変わらぬ美味しさをお届けできる秘訣です。
テイストのポイント・麹(コウジ)造り
麹は「酵素のデパート」とも呼ばれ、さまざまな酵素を生成します。中でも、最も重要な役割を果たすのが、お米のデンプンを液化させる「液化酵素」と、液化したデンプンを糖に変える「糖化酵素」の2つです。この2つの酵素のバランスが、酒の味わいを大きく左右するため、麹造りは非常に慎重に行われます。私たちは、この大切な麹造りにおいて、縦70cm×横50cm×高さ9cmの木箱に約10kgずつ小分けし、伝統的な「箱麹法」を採用しています。この方法では、細やかな温度管理を徹底しながら麹菌の繁殖を促し、最高の麹米を育て上げます。手間ひまを惜しまず、一つひとつ丁寧に作られた麹が、弊社の酒に豊かな風味と深い味わいをもたらします。
長期低温発酵が織り成すエレガントな酒質
「醪(もろみ)日数」とは、醪が発酵し、搾りまでにかかる日数のことです。この発酵期間とその間の温度管理が、酒の最終的な品質を左右するため、私たちは理想とする酒質に向けて、発酵日数と品温を慎重に調整しています。一般的に発酵温度が約15℃の場合、発酵は約20日で完了しますが、私たちは洗練された香り、繊細で滑らかな口当たり、そして上品で芳醇なお米の味わいを引き出すために、最短でも29日間、場合によっては34日間の長期発酵を行います。さらに、発酵温度は6℃〜10℃という低温で厳密に管理し、一滴一滴が最高の状態となるよう、搾りの日を迎えます。私たちのこだわりが生み出す、このじっくりと育まれた酒が、皆さまに豊かな味わいをお届けできる理由です。
伝統ある槽(フネ)搾り
発酵期間が終わると、醪(もろみ)をお酒と酒粕に分ける「搾り」の工程に移ります。私たちは、この重要な搾りの工程で、丁寧さと伝統にこだわった方法を採用しています。「55」と「50」では、醪を酒袋に入れ、一つひとつ丁寧に積み重ねて搾る「槽搾り」という伝統的な手法を用いています。この方法は、昔ながらの技術で、酒に余分な圧力をかけず、時間をかけてじっくりと仕上げます。 「40」では、繊細で滑らかな口当たりを実現するために、一部の醪を酒袋に入れ、棒に吊るす「袋吊り」という方法を用いています。この方法は、一切の圧力をかけず、酒袋から自然に滴り落ちるお酒だけを集める、非常に贅沢な搾り方です(雫取り)。この方法で得られるお酒は、上品で格別な風味を持ち、高級酒として称されるものです。私たちは、この伝統と技術に対する情熱をもって、最高のお酒を皆さまにお届けしています。
「40」では、繊細で滑らかな口当たりを実現するために、一部の醪を酒袋に入れ、棒に吊るす「袋吊り」という方法を用いています。この方法は、一切の圧力をかけず、酒袋から自然に滴り落ちるお酒だけを集める、非常に贅沢な搾り方です(雫取り)。この方法で得られるお酒は、上品で格別な風味を持ち、高級酒として称されるものです。私たちは、この伝統と技術に対する情熱をもって、最高のお酒を皆さまにお届けしています。
無濾過原酒が生み出すヴィンテージ
一般的には、アルコール度数を調整するために加水や炭素濾過が行われますが、私たちはこれらの工程を一切行わず、原酒のままボトリングしています。自然のままの風味を大切にするためです。酵母菌や酵素の活動を止めるために、63℃で一度だけ加熱処理を行いますが、その後はすぐに5℃の冷蔵庫で急冷し、丁寧に貯蔵します。こうすることで、加水や炭素濾過による味の変化を避け、新酒ならではのフレッシュで豊かな香りをそのまま閉じ込め、繊細さと共に若々しさや力強さをお楽しみいただけます。さらに、冷蔵管理のもとでじっくりとボトルエイジを重ねることで、酒はゆっくりと円熟し、酸味や甘み、渋みが絶妙なバランスで調和し、時を経るごとにヴィンテージ(熟成)として新たな表情を見せてくれます。この進化は、私たちが目指す唯一無二の味わいを生み出す大切なプロセスです。
独自のヴィンテージ日本酒の定義
エイジングを前提とした酒質設計
醸造アルコールは無添加
単一年収穫の原料米=新米のみを使用
原料米の収穫年と同年の醸造年度に製造
ボトルエイジ
5℃帯の冷蔵管理
製造年月はボトリング時の年月を記載
BY=Brewery Yearの略、醸造年度のことを指します。醸造年度とは、日本の酒造業界における1年の区切り方(年度)であり、毎年の7月1日から翌年の6月30日までを言います。

美味しいお召上がり方
5℃帯でよく冷やした状態からお楽しみください。サーブ後、時間の経過とともに品温が少しずつ上昇し、5℃の時点では感じられなかった香りや味わいが顔を出します。ワイングラスにサーブし、その美しい外観を楽しみながらお召し上がりいただくことをおすすめします。抜栓後は、ワインクーラーで冷やしてお楽しみください。(※要冷蔵、クール便でお届けいたします。)
リターン品の出荷について
スケジュール
・2024年10月下旬 プロジェクト募集開始
・2025年 1月上旬 プロジェクト募集終了
・2025年 3月中旬 順次リターン商品の発送予定
◆酒類販売管理者標識◆
●販売場の名称及び所在地
群馬県館林市台宿町3番10号
●酒類販売管理者の氏名
渡辺 昌宏
●酒類販売管理研修受講年月日
2024年9月9日
●次回研修の受講期限
2027年9月8日
●研修実施団体名
館林太田小売酒販組合
※20歳未満の者による飲酒は法令で禁止されています。20歳未満の方はこのリターンを選択できません。

資金の使い道
私たちは、ヴィンテージ日本酒の魅力をより多くの方々に届けるため、皆様から頂いた貴重なご支援を、本年度の醸造費用に活用させていただきます。特に、酒造りに欠かせないお米の調達費用に充てさせていただく予定です。昨今の原材料費の高騰により、100万円の負担が生じておりますが、このご支援によってその一部を補い、少しでも多くの方に私たちの日本酒をお届けできるよう、日々努力を続けてまいります。心から、この素晴らしい味わいを皆様と分かち合える日を楽しみにしております。
本年度の醸造について
群馬県邑楽郡板倉町産の酒造好適米「五百万石」単一品種使用 【SAKAEMASU 55_2024 無濾過原酒 (瓶火入れ1回)】「SAKAEMASU」は群馬県邑楽郡板倉町に限定して、生産者・製粉会社・農業関連会社の3社が協働して栽培してまいりました酒造好適米「五百万石」を使用して醸造いたします。
【醸造計画】
2024年 10月初旬 蔵入り
2024年 11月上旬 酒母造り
2024年 11月中旬 三段仕込み・もろみ完成〈もろみ発酵期間〉
2024年 12月上旬 上槽(しぼり)・澱引き(おりびき)
2024年 12月中旬 ボトリング・リリース〈完成〉 ※イメージ
※イメージ
群馬県独自の酒造好適米「舞風」単一品種使用 【 KIYOMIZU 50_2024 無濾過原酒(瓶火入れ1回)】
「KIYOMIZU」は群馬県産業技術センターと群馬県酒造組合、群馬県農業技術センターの3社が協力し、開発に取り組みました群馬生まれの県独自の酒造好適米「舞風」を使用して醸造いたします。
【醸造計画】
2025年 1月上旬 酒母造り
2025年 1月中旬 三段仕込み・もろみ完成〈もろみ発酵期間〉
2025年 2月下旬 上槽(しぼり)・澱引き(おりびき)
2025年 3月中旬 ボトリング・リリース〈完成〉 ※イメージ
※イメージ

最後に
最後までお読みいただき、心より感謝申し上げます。私たちは、日本酒のヴィンテージ(熟成酒)を新たなスタンダードとして広め、皆さまにこれまでにない日本酒の楽しみ方をお届けしたいと願っています。一人でも多くの方に、SAKAEMASU(榮万寿)やKIYOMIZU(清水)をお召し上がりいただき、日本酒の深い魅力に触れていただければ、この上ない喜びです。
それぞれの一杯が、時の経過と共に変化する味わいを楽しむだけでなく、食卓を豊かに彩り、そこに集う人々に笑顔と幸福をもたらすことを、私たちは心から信じています。日本酒を通じて生まれる絆が、日々の暮らしを少しでも明るく、そして温かなものにできればと願っております。
私たちは、日本が誇るこの文化と技術を、国内外に向けて力強く発信し続けています。私たちの夢は、皆さまと共に、日本酒の新しい時代を切り開くことです。このヴィンテージ日本酒の魅力を、より多くの方々に広めるために、どうかご支援とご協力をお願い申し上げます。共に、未来へと続く新しい日本酒の物語を紡いでいきましょう。

清水屋酒造有限会社
SHIMIZUYA SAKE BREWERY CO.,LTD.
〒374-0068 群馬県館林市台宿町3番10号
TEL:0276-74-0269/FAX:0276-74-1303
事業内容 日本酒の製造と販売
https://www.shimizuyasyuzo.co.jp
最新の活動報告
もっと見る
【リターン品の配送のお知らせ】
2025/01/10 10:13こちらの活動報告は支援者限定の公開です。【2024年12月26日(蔵入り87日目)】
2024/12/27 12:15「SAKAEMASU 55_2024 群馬県邑楽郡板倉町産」の酒粕を一つひとつ袋詰めいたしました。板粕と違い搾り切らないため、日本酒がたっぷり含んだ、風味高く柔らかい練り粕に仕上がりました。 もっと見る【2024年12月23日(蔵入り84日目)】
2024/12/26 11:02ヴィンテージブランド『KIYOMIZU』の酒造好適米、群馬県伊勢崎市産「舞風」(精米歩合50%)が入荷いたしました! もっと見る






コメント
もっと見る