


 LINEで送る
LINEで送る製造工程を紹介します⑤ & リターンの発送について
2021/12/20 16:02

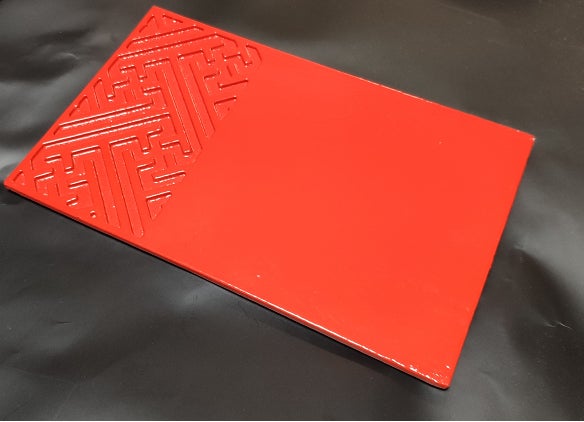
平素より弊社事業に多大なるご理解ご支援賜り誠にありがとうございます。もうすぐクリスマスですね!今年は25日が土曜日ですので、家でゆっくりとお過ごしになられる方も多いのではないでしょうか。本日は、「注湯」工程が終わった後の、「ばらし」工程をご紹介いたします。注湯が終わった後、温度が下がるまで冷却を行います。自然冷却ですが、弊社の取り扱い製品で一番大きいものは600kg近くのものもございますので、1日程度放置しただけでは温度は下がりません。しかし、そのまま常温に下がるまで放置するには少なくとも1週間~必要となるため、実際には2日程度で中身を取り出します。その工程を「ばらし」と言います。トップの写真はばらし直後の製品の状態です。見ていただくとわかる通り、製品の表面に砂が付着しています。これは1500℃もの溶湯が砂型表面を流れる中で、砂が少し溶けて製品にこびりついた状態です。このままでは、製品とならないため、この後ショットブラストと呼ばれる工程を通過します。ショットブラストとは、砂が付着した製品表面に1mm程度の小さな鉄の玉をたくさん打ち付けることで、製品表面の砂を除去する工程になります。このショットブラストを行った後の製品表面が以下のようになります。砂の付着がなくなり、製品表面がきれいになっていることがお分かりになるでしょうか?この工程の前後で「仕上げ」工程がありますので、そちらはまたご紹介させていただきます。また、本日もリターン発送のご連絡となります。ついに、鉄皿のご発送を開始致します。大変長らくお待たせし、申し訳ございません。他の製品も順次発送を進めておりますので、今しばらくお待ちいただきますよう何卒宜しくお願い申し上げます。